
隨著人們生活水平的提高,汽車成為了現在人們的必備交通工具,在日常的生活中,占據著越來越重要的作用。其中汽車門把手在許多汽車零部件制造企業中,都是采用手工裝配作業的形式,但由于人工作業的不確定性,裝配過程中難免會出現缺件、裝錯、碰上等不良問題,人工裝配,不僅無法確保產品的產能和質量,人工成本投入也將非常巨大。為了解決汽車門把手的生產難題,一些汽車零部件企業都會采用汽車門把手自動裝配線進行生產。下面小編就給大家介紹一下汽車門把手裝配生產線。
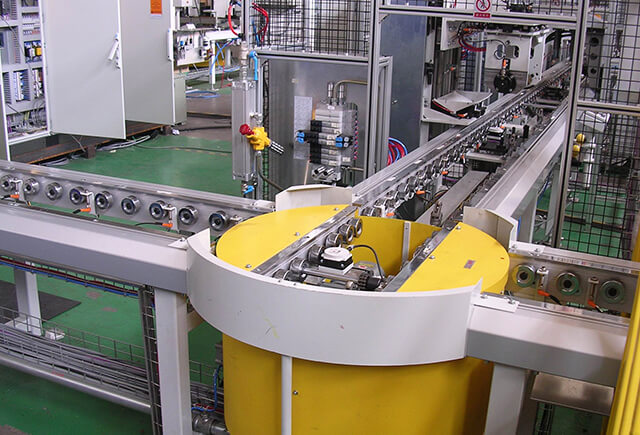
汽車門把手自動裝配線主要由殼體(又稱底座)、把手(塑料材質,表面噴漆或電鍍)、轉軸、彈簧、緩沖塊等組成。裝配線在注塑成型的殼體通過注塑機,配套的橫行機械手從模具內取出后,直接放至裝配線的殼體上料工站。該裝配線可以避免人員上料和注塑工位的產品分揀、包裝工作,也可以節省殼體現場暫存面積和倉庫庫位面積。
汽車門把手裝配線的好處:(1)將注塑橫移機械手的動作空間和后續6軸機器人的動作空間進行隔離,避免兩者相撞產生事故;(2)可以切換成離線式生產,將上料工將上料工站傳送至安全防護欄外,由人員在護欄外進行輔助上料,提升裝配線的使用靈活性。
汽車門把手自動裝配線工作站設計
1、壓入工站
用于接收6軸機器人傳送來的殼體,并在接收到機器人的啟動信號后,通過氣缸動作將緩沖塊壓入位于殼體側壁上的安裝孔。緩沖塊采用旋轉式振動供料器自動供料,緩沖塊在傳送至供料器最前端后,先由橫移氣缸將其從隊列中單獨推出,并落入定位槽中完成精定位,定位槽的位置與殼體側壁的安裝孔對齊,確保安裝方向和精度。傳感器檢測到殼體和緩沖塊就位后,前頂氣缸推動緩沖塊,將其壓入殼體安裝孔,壓入完成后,氣缸回位,凸輪分割器旋轉帶動殼體從壓入工位移至彈簧裝配站。
2、彈簧裝配站
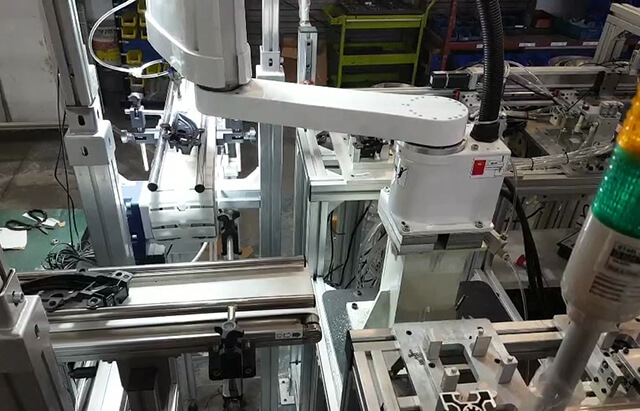
該工位配備了1臺旋轉式振動供料器,用于自動篩選彈簧并排列成特定姿態,彈簧的裝配是整個裝配工藝中難度最高,也是對位置精度要求最高的一環,因此選用了進口的旋轉式供料器。為了確保裝配精度,除了使用壓緊機構壓緊殼體防止其偏移之外,還選用了4軸機器人,機器人在抓取彈簧其中一個引腳后,將另一個引腳插入殼體縫隙,然后再通過弧線+平移運動,將引腳1壓縮變形后卡入豎直方向的卡鉤中,這樣彈簧就可以通過自身的張力固定在殼體的間隙和卡鉤之間,以完成裝配。
3、轉軸裝配站
在殼體到達轉軸裝配站后,機器人從把手上料傳送帶前端,通過真空吸附的方式吸取把手,然后垂直向下放入殼體中,為了確保對轉軸的裝入速度和裝配深度進行控制,選用了進口伺服電機和滾珠絲杠對打軸頂桿進行控制,二者通過聯軸器完成連接。這樣可以很方便地通過設定電機的轉動速度和角度值,完成對打軸速度和打軸深度的控制。在完成轉軸的裝配后,機器人關閉真空吸附,將把手釋放,隨后將裝配完成的把手從轉軸裝配站轉移至檢測站,進行總成測試。
4、檢測站
檢測站的功能是對總成進行測試以及根據測試結果對產品進行分別處理,機構傳感器將采集到的模擬量數據發給工控機,并經軟件換算后顯示在顯示器上,工控機將換算的結果通過A/D模塊發給PLC,PLC根據事先設定的OK/NG標準值進行比較,若測試結果OK,便在產品指定位置刻印追溯碼,并由單軸伺服將產品向上取出,排出至傳送帶。若測試結果NG,則單軸伺服將產品抓出,扔入不良品隔離箱。

汽車門把手自動裝配線從部件注塑成型,到焊接、裝配、檢測、排出、隔離的全部動作,均由機器人和輔助自動化機構完成,只需進行簡單的人工輔助干預。
實際應用表明:4個工站,分別完成緩沖塊裝配、彈簧裝配、電鍍把手和轉軸裝配、產品測試/合格品排出/NG品隔離的功能,該裝配線可使人力成本降低90%、生產效率提升至原來的400%、月平均故障率降至1%以下。

以上就是關于汽車門把手自動裝配線的內容介紹了,希望可以對大家有所幫助,如您有定制汽車零部件裝配線的需求,可聯系我們進行詳談。
